PVD-Beschichtungen sind Dünnschichten, die nur wenige Mikrometer oder gar Nanometer dick sind. Sie schützen Kunststoffdisplays und DVDs vor Kratzern, mechanisch hoch beanspruchte Werkzeuge vor Verschleiß und Korrosion und dichten Verpackungen ab, zum Beispiel in der Lebensmittelindustrie.
PVD-Beschichtungen: Dünne Schichten, große Wirkung
Hergestellt werden PVD-Beschichtungen, indem Metalle in einer Vakuumkammer auf eine Oberfläche aufgedampft werden. Das Verfahren nennt sich physical vapour deposition, kurz PVD. Damit lassen sich auch extrem dünne Halbleiter herstellen, etwa für Solaranlagen oder Mikrochips, sowie Werkzeuge vor Verschleiß schützen. Jeder kennt goldenfarbene Bohrer, die als besonders hart gelten (siehe Bild 2). Ihr hoher Widerstand gegen die Reibkräfte beim Bohren kommt von einer dünnen Schicht aus Titannitrid, einem Material mit sehr hoher Härte.
Auch in der Fertigungstechnik kommen PVD-beschichtete Werkzeuge zum Einsatz. Um die Standzeit von Wendeschneidplatten beim Drehen oder Fräsen zu verlängern, werden diese mit einer verschleißfesten Dünnschicht versehen. Die Kosten der Beschichtung sind gering, da in Beschichtungsanlagen in der Industrie oft mehrere tausend Bohrer oder Wendeschneidplatten gleichzeitig beschichtet werden können. Dazu wird im Falle der goldenen Bohrer Titan verdampft und Stickstoff zugegeben – bei der Reaktion der beiden Stoffe entsteht Titannitrid (TiN).
Hitze und Druck lassen Schmiedegesenke schnell verschleißen
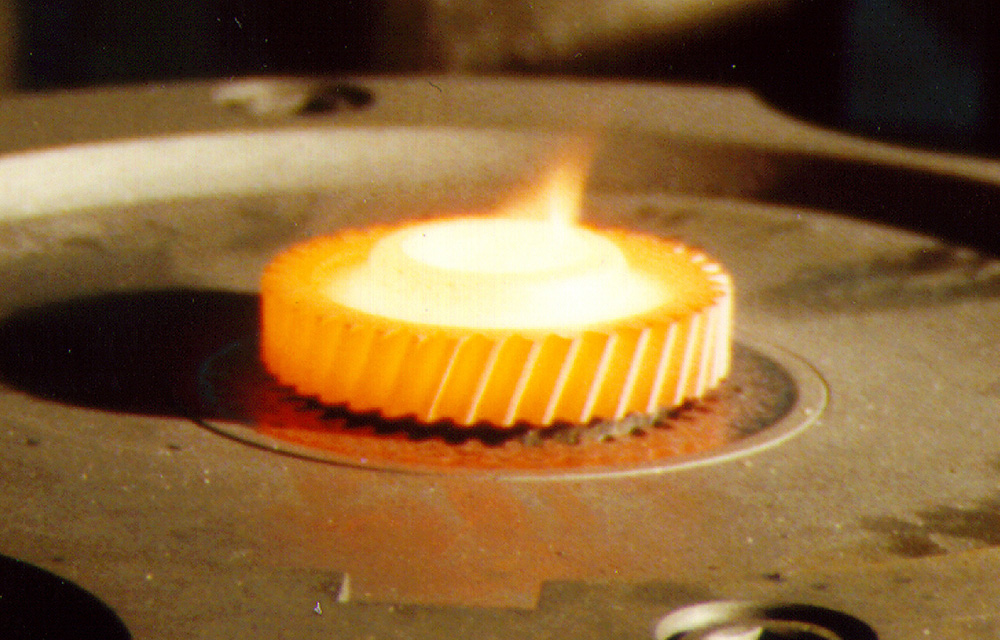
Ob PVD-Dünnschichten auch Schmiedegesenke vor Verschleiß schützen können, erforscht das Institut für Werkstoffkunde (IW) zusammen mit dem Institut für Umformtechnik und Umformmaschinen (IFUM) der Leibniz Universität Hannover. Beim Schmieden herrschen extreme Bedingungen: Hohe Temperaturen und hohe Kräfte wirken gleichzeitig auf die Schmiedegesenke (siehe Bild 1) und setzen so ein verschleißfestes Material voraus.
Derzeit werden die Schmiedegesenke aus Stahl vor ihrem Einsatz oftmals nitriert: Ein Prozess, bei dem Stickstoff in den Stahl eingebracht wird, um seine Härte zu erhöhen. Dennoch müssen die Gesenke verschleißbedingt nach einer bestimmten Anzahl an Schmiedezyklen ausgetauscht werden, was Stillstandzeiten innerhalb der Produktion verursacht. Eine zusätzliche Beschichtung könnte helfen, die Verschleißfestigkeit der Oberfläche weiter zu steigern und die Standzeit der Gesenke zu verlängern.
Industrielle Beschichtung am Institut für Werkstoffkunde
Das Institut für Werkstoffkunde verfügt über Beschichtungsanlagen, die normalerweise in der Lohnbeschichtung eingesetzt werden. Daher können am Institut Bauteile mit innovativen, selbst entwickelten Beschichtungen im großen Industriemaßstab versehen werden. Die Anlage, die die Forscher nutzen, verfügt über sechs Plätze (Kathoden), um verschiedene Beschichtungsmaterialien aufzubringen – dadurch sind viele unterschiedliche Beschichtungen möglich. Zwei der sechs Beschichtungsplätze verfügen zudem über eine Besonderheit: Sie können die Beschichtungen durch hohe Impulse aufbringen, was in der Regel zu verbesserten Schichteigenschaften führt.
Das Beschichtungsmaterial, das in den Anlagen verwendet werden kann, muss elektrisch leitfähig sein, um verdampft zu werden. Daher liegen die meisten Beschichtungsmaterialien in metallischer Form vor. Um dennoch Materialien mit hoher Härte zu erhalten, die oftmals anorganischer Natur sind, müssen zusätzlich reaktive Gase eingelassen werden – etwa Stickstoff, Sauerstoff oder auch kohlenstoffhaltige Gase. Dadurch kann aus Titan zum Beispiel Titanitrid, Titanoxid oder Titancarbid hergestellt werden.
Unterschiedliche Schutzschichten sollen Verschleiß reduzieren
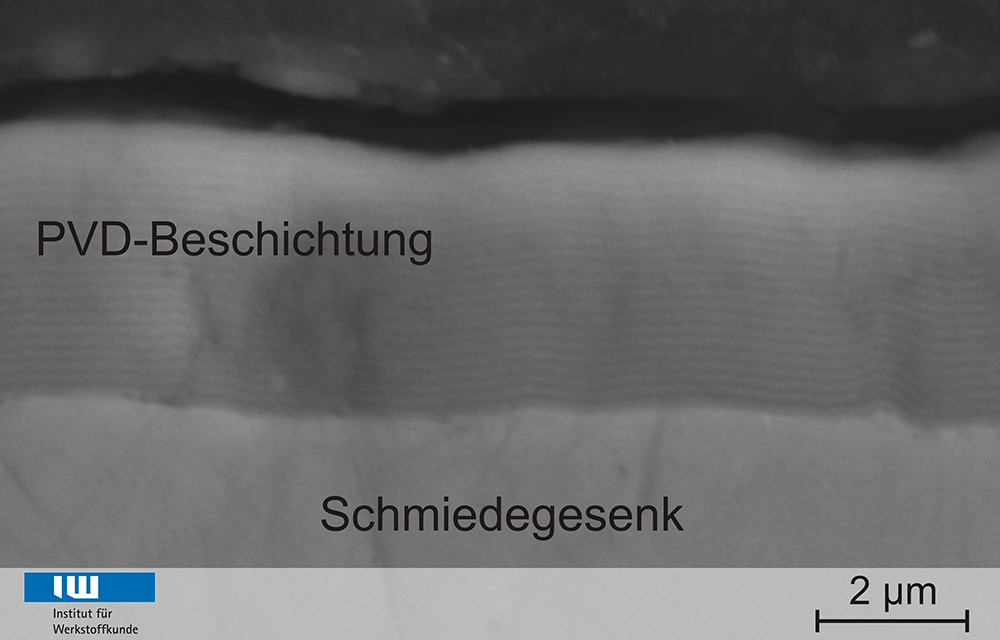
Die Beschichtungen, die für das Gemeinschaftsprojekt mit dem Institut für Umformtechnik und Umformmaschinen entwickelt wurden, bestehen aus Titannitrid, das der goldenen Beschichtungen auf den Bohrern entspricht, und Titandiborid, was fast so hart ist wie Diamant. Die 3 bis 4 Mikrometer dicke Beschichtung besteht allerdings nicht nur aus zwei Schichten, sondern aus einer stetigen Wechsellagerung aus Titannitrid und Titandiborid. So soll verhindert werden, dass an der Oberfläche entstandene Risse direkt bis zum Substrat – also zum stählernen Schmiedegesenk – vordringen können. Risse, die innerhalb einer Schicht entstehen, werden erst einmal am Übergang zur nächsten Schicht gebremst. Damit der Übergang nicht zu scharf ist und die Beschichtung nicht abplatzt, wird eine Zwischenschicht mit gradierter Zusammensetzung aus Titannitrid und Titandiborid abgeschiedenen.
Erste Forschungserfolge und Praxistest an der Umformmaschine
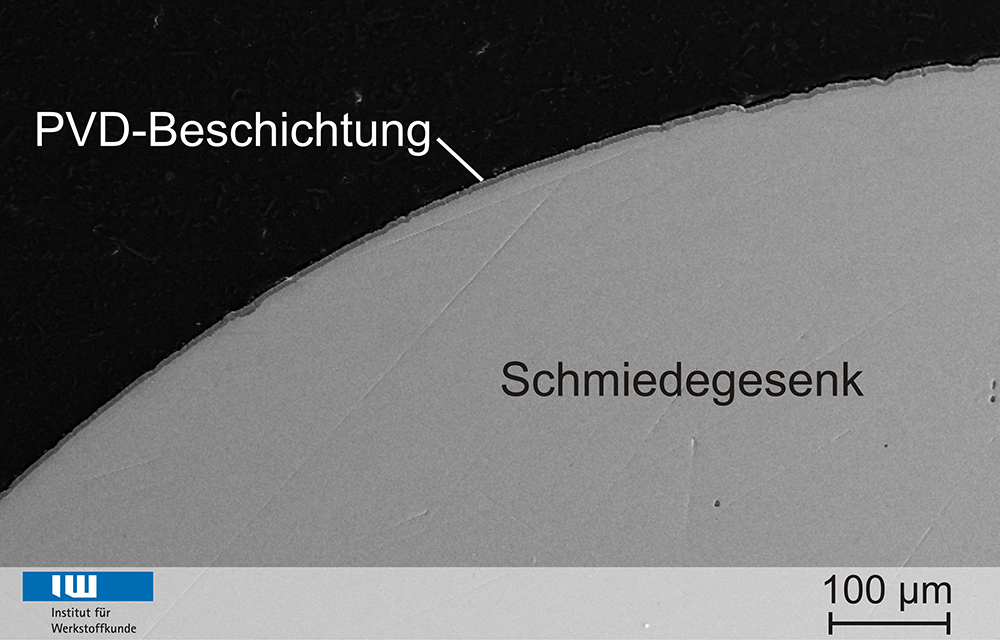
Erste Untersuchungen am Institut für Werkstoffkunde zeigen, dass die Beschichtung auf Schmiedegesenke aufgebracht werden kann. Unabhängig von der Geometrie wird die Beschichtung gleichmäßig aufgebracht (siehe Bild 3). Im Detail kann man die typische Wechsellagerung erkennen (siehe Bild 4).
Im Praxistest überprüfen die Forscher nun, wie gut die PVD-Beschichtung tatsächlich vor Verschleiß schützt. Dazu wurde am Institut für Umformtechnik und Umformmaschinen ein realer Schmiedeprozess ausgelegt, der einem Industrieprozess nachempfunden wurde. Auf einer im Institut vorhandenen Umformmaschine wollen die Forscher das Verschleißverhalten unterschiedlich beschichteter und nicht beschichteter Gesenke untersuchen und vergleichen. Dazu werden die Schmiedegesenke nach einer definierten Anzahl von Schmiedezyklen mit verschiedenen Methoden analysiert, um den Verschleiß zu bestimmen. Die Forscher wollen dadurch eine optimale Strategie ermitteln, mit der sich bei den auftretenden Belastungen der Verschleiß mindern lässt. Die gewonnen Erkenntnisse sollen letztendlich auf den realen Industrieprozess übertragen werden, um das Verschleißverhalten zu verbessern und die Standzeit der Gesenke zu verlängern.